Unter Schmieden versteht man vereinfacht ausgedrückt, das Umformen von Metallen zu Gebrauchsgegenständen durch Hämmern im warmen und weichen Zustand. Dabei macht sich der Schmied zu nutze, dass Schmiedestahl sein Gefüge verändert und weich wird, sobald er erhitzt wird. Der Schmied bringt den Stahl auf eine Temperatur zwischen 800°C und 1200°C.
Die Temperatur des Materials erkennt der Schmied an dessen Glühfarbe. Bei 800°C glüht er dunkelrot, bei 1250°C weißgelb. Nach dem Erhitzen kann der Schmied das Material am Amboss oder am Hammerwerk plastisch bearbeiten. Wenn die Temperatur des Materials beim Bearbeiten unter 800°C fällt, wird es spröde und reißt. Um dies zu vermeiden, muss der Schmied das Material noch einmal erhitzen, um weitere Arbeitsschritte vorzunehmen. Doch bei jedem Erhitzen verliert das Eisen an Qualität. Je weniger der Schmied Aufheizen muss, desto besser ist es für das Material.
Die Grundverfahren der Eisenbearbeitung werden in die Bereiche Umformen, Trennen und Verbinden eingeteilt. Es gibt ein paar Schmiedetechniken, die der Schmied öfter verwendet:
 Stauchen
Stauchen
Eine Vergrößerung des Querschnitts der Werkstücke erfolgt durch das Stauchen. Dazu wird das glühende Werkstück durch Hammerschläge in Richtung der Längsachse zusammengepresst. Die Länge nimmt ab, das Werkstück wird dicker.
 Strecken
Strecken
Beim Strecken erzeugt der Schmied durch Hämmern des Werkstücks eine Verringern des Querschnitts und damit ein Dehnen des Materials.
 Lochen
Lochen
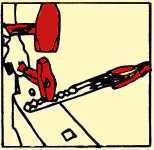
Werkstücke locht der Schmied mit dem Durchschlag. Die Form des gewünschten Lochquerschnittes wird durch die Form des Durchschlags bestimmt. Gelocht wird über dem Ambossloch oder auf der Lochplatte. Auf das Werkstück wird der Durchschlag gesetzt, den der Zuschläger so weit eintreibt, bis sich das Loch auf der gegenüber liegenden Seite abzeichnet. Danach wird das Werkstück gewendet und durchgestoßen. Mit dem Treiber oder am Ambosshorn wird das Loch bis zur gewünschten Größe geweitet. Weil sich beim Lochen mit dem Durchschlag der Faserverlauf des Eisens um das Loch legt und so der Beanspruchung des Werkstücks folgt, verbessert sich, im Gegensatz zum Bohren, dessen Güte.
 Abschroten
Abschroten
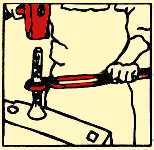
Da die zum Schmieden notwendige Werkstoffmenge nur annähernd bestimmt werden kann, macht der Schmied Sicherheitszuschläge. Der überschüssige Werkstoff am fertigen Schmiedestück muss daher wieder abgetrennt werden, was als Abschroten bezeichnet wird.
Das Abschroten geschieht mit dem Abschrot und dem Schrothammer. Der Abschrot ist ein Werkzeug, das die Form eines Meisels hat, dessen Schneide nach oben gerichtet ist und deshalb auch Schrotmeisel genannt wird.
Beim Arbeiten mit dem Abschrot ist eine zweite Arbeitskraft nötig. Der Abschrot wird in das Ambossloch gesteckt. Der Schmied legt das glühende Werkstück auf den Abschrot, hält es mit der Zange fest und setzt den Schrothammer darauf. Der Zuschläger schlägt mit dem Vorschlaghammer so lange zu, bis das überschüssige Eisen am Werkstück abgetrennt ist.
